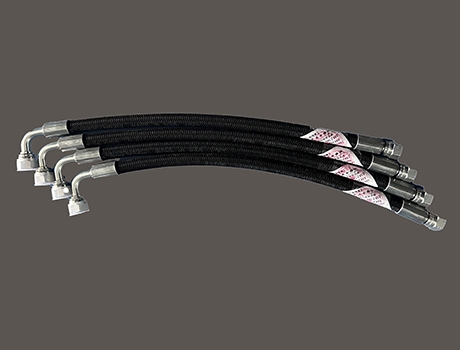
专家为你介绍软管总成的扣押工艺规范
大连软管总成的锯切下料,根据软管总成代号领取正确规格、型号的软管接头及胶管;根据要扣压软管总成的总长及两端接头的规格、型号,计算需要锯切下料胶管的长度;按计算出的胶管长度在胶管上用粉笔划出锯切位置线;用QJ—Ⅱ吸排式胶管切割机按划线位置锯切胶管下料,软管下料后,应检查软管的下料长度是否与要求符合,软管切口是否平整,切口端面与软管中心线垂直,每根软管切割完后,需用不小于0.6MPa压力的空气吹至少3秒,以确保清洁。
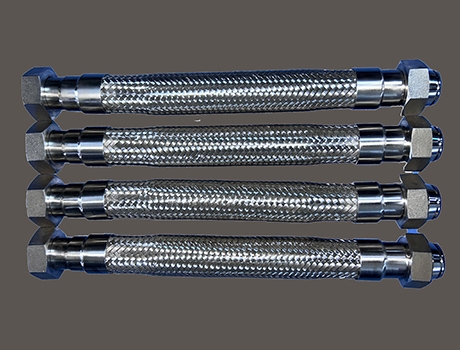
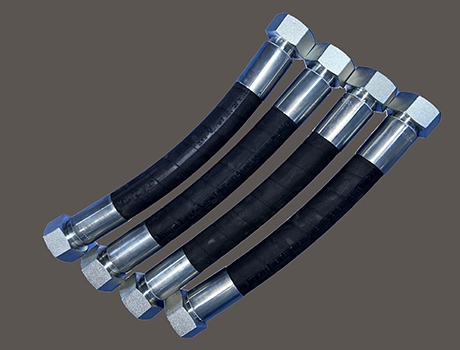
剥外胶层,需剥外胶层的胶管,应根据接头和外套的尺寸计算胶管两端外胶层剥胶长度并用粉笔划出剥胶长度位置线;逐步调整剥胶机的刀头,用BJ-51离心式剥胶机剥胶至划线位置,剥胶后钢丝不能有损伤,无钢丝散开现象,软管内壁无损伤。 装配,测量或计算软管在内套中的插入深度,并用粉笔分别在胶管两端划插入深度位置线;将胶管插入接头外套中并检查插入深度标记是否与外套内边沿重合,然后将接头芯插入胶管内孔中,使外套外沿台肩与接头芯环槽重合,以保证扣压时外套台肩扣压入接头芯环槽;弯接头在总成装配时,接头方向应与软管的自然弯曲方向一致;应使用橡胶锤配合插入接头芯,禁止使用铁锤或铜锤;检查预装配好的软管总成长度是否符合要求,弯头方向是否符合要求。